Sistemas de loteo (¿Cómo determinar el tamaño del lote?)
Control de inventarios con demanda determinística
Los sistemas de loteo, también conocidos como técnicas de loteo, son modelos cuyo objetivo es el determinar el tamaño ideal de un lote en un contexto operacional específico. Los escenarios en los cuales es preciso establecer el tamaño de un lote son variados, por ejemplo, en producción estaríamos refiriéndonos al tamaño del lote a producir; en compras, por ejemplo, estaríamos refiríendonos al tamaño del lote de la materia prima a comprar; en distribución, por ejemplo, estaríamos refiríendonos al tamaño del pedido a abastecer a un punto de venta.
Los conceptos clave que todo tomador de deicisiones debe considerar al abordar el tamaño de un lote son: los inventarios, las actividades, los tiempos y costos de preparación y por supuesto, los tiempos de reposición, o tiempos entre cada orden.
De forma directa, el tamaño del lote determina el tamaño de los inventarios, es por eso, que los sistemas de loteo tamibén son considerados como modelos de control de inventarios con demanda determinística (demanda dada por conocida y sin variabilidad).
Un supuesto importante de los sistemas de loteo es su naturaleza dinámica, lo que permite que esta demanda por satisfacer, que sí, es determinística en modelos básicos, pueda ser dinámica: es decir, distinta entre periodos (esto no la hace estocástica, simplemente, diferente). Este supuesto, o mejor, esta condición, se aproxima mucho más a contextos de aplicación real, que aquellos modelos que suponen un requerimiento constante en los diversos periodos del plan.
Dicho lo anterior, los sistemas de loteo pueden funcionar con relativa precisión en situaciones operativas en las que, por ejemplo, los productos presenten una demanda periódica bien establecida, existan contratos de venta o producción en los que se conozcan las cantidades a producir (MTO) y/o despachar, sean requerimientos dependientes de un MPS (y que el MPS funcione bien 🤔), es decir, conocidos con cierto grado de certeza mediante un MRP o partes destinadas a un programa de mantenimiento preventivo.
Cuando la demanda suele variar de forma significativa con el tiempo, es descabellado pretender mantener como ideal una cantidad constante de pedido. Esta cantidad debe recalcularse cada vez que una orden o corrida va a ser procesada.
Es importante establecer un horizonte de planeación, es decir un periodo determinado para la aplicación del control de inventarios, para la reformulación del tamaño del lote o las frecuencias de reposición. El horizonte y sus respectivas divisiones van a depender tanto de la naturaleza del problema, como del enfoque estratégico del sistema productivo.
Una consideración importante es que en la realidad, los tamaños de los lotes están sujetos a múltiples restricciones propias de los contextos específicos de operación, por ejemplo: Podemos determinar un tamaño de lote para el abastecimiento de azúcar en 35 kg, y puede resultar que, por negociación, la cantidad mínima de compra (MOQ) sea de 50 kg (un bulto). De manera que el resultado de los sistemas de loteo debe concurrir tantot con el análisis de recursos de capacidad restrictiva, como con las interacciones del sistema.
Otro caso puede ocurrir cuando fijamos frecuencias de reposición como resultado del modelo de loteo, pues bien, estas frecuencias deben acordarse con los proveedores, de manera en la que nuevamente, la consideración es de un análisis concurrente para la estimación y decisión de establecer los tamaños de lote.
Los métodos de control de inventarios con demanda determinística variable con el tiempo más utilizados en la actualidad son los llamados sistemas de loteo:




- Lote a Lote (L4L)
- Método de Periodo Cosnstante
- Cantidad Económica de Pedido (EOQ)
- Cantidad Periódica de Pedido (EPQ)
- Costo Total Mínimo
- Costo Unitario Mínimo
- Método de Silver – Meal
- Algoritmo de Wagner – Whitin
A continuación explicaremos cada uno de estos métodos de control a través de un mismo ejemplo1.
Ejemplo
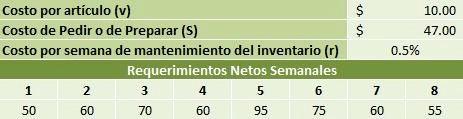
Una empresa desea determinar el tamaño de lote óptimo de un programa MRP. La siguiente tabla muestra los requerimientos netos para ocho (8) semanas de programación (planeación corta).
Lote a lote (L4L)
La técnica del lote a lote es la más sencilla de todas, consiste en realizar pedidos o corridas de producción iguales a las necesidades netas de cada periodo, minimizando así los costos de mantenimiento del inventario. Sus características principales son:
- Producir exactamente lo necesario sin tener que trasladar inventario a periodos futuros.
- Minimizar al máximo los costos de mantenimiento.
- Desprecia los costos y las restricciones de capacidad de ordenar.
Este es el modelo de control de inventarios predilecto al aplicar programas de MPS y MRP, además es totalmente acorde con los sistemas productivos enfocados estratégicamente en el proceso. Teniendo en cuenta el ejemplo de estudio, tenemos que:
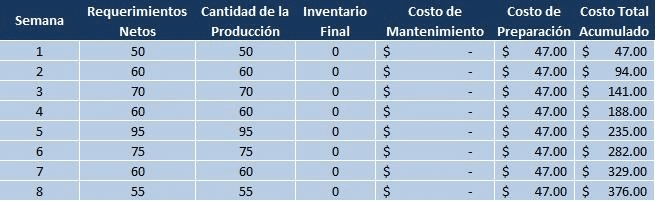
Producir lo estrictamente necesario ajustado a los requerimientos netos implica no incurrir en inventarios. Dentro de los sistemas de loteo, el lote x lote es el modelo que más reduce el inventario del sistema, en línea con sistemas productivos como el TPS de Ohno (que no lo elimina pero sí trabaja sobre la base de disminuir los tamaños de los lotes). Al igual que en TPS, el reto fundamental consiste en el tratamiento de las actividades de preparación, los tiempos, las condiciones y los costos (por ejemplo: los cambios de referencia); esta es la razón por la cual al disminuir el tamaño de los lotes, Ohno desde TPS trabajó incansablemente en desarrollar técnicas para disminuir los tiempos de preparación, siendo este el origen de SMED.
En síntesis, reducir el tamaño del lote aumenta la frecuencia de producción (aumentaría la frecuencia de reposición en contextos de abastecimiento), disminuyendo al mínimo el inventario y aumentando las actividades de preparación entre cada lote.
Método del período constante
Este método fija un intervalo entre los pedidos de manera arbitraria (sea empírica, intuitivamente, por contexto o soportado en análisis númerico). Esto permite que la cantidad de ordenar y producir se ajuste en cada pedido. Esto significa que los lotes se igualan a las sumas de las necesidades netas en el intervalo elegido por la organización como fijo, esto quiere decir, palabras más, palabras menos, que en
Para efectos del ejemplo que venimos trabajando, utilicemos un periodo fijo entre reposición o producción de dos semanas: T = 2 semanas.
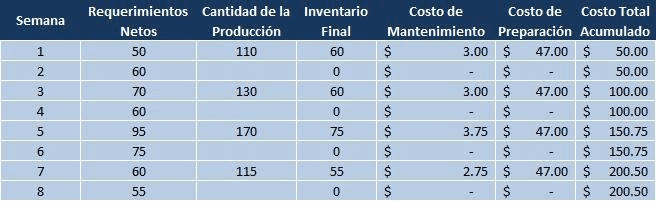
Vemos como la cantidad a producir en el periodo 1 es 110, el resultado de la sumatoria de los requerimientos de los periodos 1 y 2 (50 + 60 = 110).
Como resultado y en comparativa del modelo anterior (lote x lote), vemos como se incurre ahora en costos de inventarios producto de que desacoplamos los requerimientos del tamaño de los lotes. Ahora se produce para inventario con una cobertura de 2 semanas. Por ende, en consecuencia disminuyen el número de lanzamientos (lotes, órdenes de producción o compra). En este contexto específico se obtienen mejores resultados en términos de costos. Sin embargo, las consideraciones de quien tome las decisiones deben trascender el mundo del costo; deben considerar el espacio como recurso de capacidad limitada (espacio para almacenar), debe considerar el capital disponible para financiar lotes con cobertura superior a un periodo de planeación; debe considerar la capacidad instalada para producir en las cantidades obtenidas desde el modelo de loteo.
Cantidad económica de pedido (EOQ)
Este método busca determinar la cantidad económica de pedido (EOQ) mediante el equilibrio de los costos de preparación y de mantenimiento. La cantidad económica de pedido se define como:
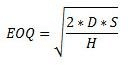
Recordemos algo de teoría: «La ecuación de Cantidad Económica de Pedido surge como resultado de igualar matemáticamente los costos totales de ordenar y los costos totales de almacenamiento». El EOQ presenta un supuesto fundamental, y es que considera que la demanda es constante en el tiempo, lo cual es en la mayoría de los casos improbable, incluso en nuestro ejemplo.
- D: Demanda Anual.
- S. Costo de Preparación o de Pedido.
- H: Costo de Mantenimiento de las unidades en inventario (Costo unitario del Artículo x Porcentaje del costo de mantenimiento).
- 2: Constante del despeje. Para ver el origen de esta fórmula.
Para efectos del ejemplo que venimos trabajando:
La Demanda Anual se basa en los requerimientos de 8 semanas (Año: 52 semanas):

El Costo Anual de Mantenimiento es equivalente a:
![]()
![]()
El Costo de Preparación (S) = $ 47 y
El EOQ se calcula así:

Como resultado y para validar la base teórica del modelo de loteo basado en EOQ podemos sumar los costos totales de mantenimiento y de ordenar. En el caso de los costos totales de mantenimiento de inventario tenemos un total de $77.05. En el caso de los costos de preparación tenemos $84.00 producto de 2 órdenes del plan. Vemos como el modelo trata de equilibrar tanto los costos de ordenar o preparar con los costos de inventarios.
Vemos nuevamente el fenómeno de causa y efecto que indica que al aumentar el tamaño del lote tenemos mayores inventarios y menores lanzamientos de pedido o producción. Otra relación que debemos considerar es que el tamaño del lote es un tamaño fijo, y que en consecuencia, si la demanda no es constante, es decir, es variable de un periodo a otro, los tiempos entre pedidos van a variar, esto en un modelo de reabastecimiento o compras puede generar una desincronización con proveedores, por ejemplo.
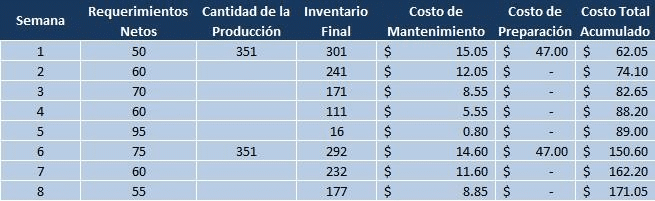
Cantidad periódica de pedido (POQ)
Este método calcula mediante el EOQ un periodo de pedido fijo, y ajusta en la práctica la cantidad que se manufactura o se compra en cada pedido. La mecánica del método parte desde el cáculo del EOQ, luego se calcula la cantidad de pedidos que se hacen al año, para al final obtener el tiempo entre cada pedido u orden.
Para este método se tienen en cuenta las siguientes variables:
- N: Número de periodos considerados
- Dn: Suma de la demanda (necesidades brutas) de los N periodos.
- Q*: Cantidad económica del pedido (EOQ)
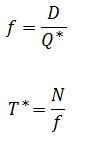
- f: Frecuencia de pedido
- T*: Tiempo entre cada pedido
Y se utilizan las siguientes fórmulas (además de la del EOQ):
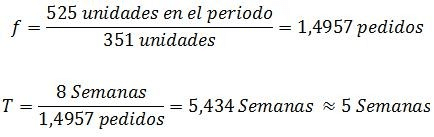
Para efectos del ejemplo que venimos trabajando:
EOQ = 351 unidades

El del POQ es un método de periodo fijo o constante, en el cual el tiempo entre cada orden o pedido se determina con base en la cantidad económica de pedido EOQ. Sin embargo, al ser un método de periodo fijo, varía el tamaño del lote ajustándose a los requerimientos netos, lo cual le ofrece una mayor ventaja en escenarios de alta variabilidad, en comparación del método basado en EOQ con periodos variables.
Costo total mínimo (LTC)
Este método se basa en el fundamento de la Cantidad Económica de Pedido, en el cual entre más se asemejen los costos de mantenimiento y los costos de preparación, más cerca se estará de determinar la cantidad óptima de pedido. Sin embargo una de las variantes más significativas en esta técnica consiste en que tal semejanza se determina luego de costear los diferentes tamaños de lotes, y luego se determina el lote en el cual los costos mencionados son más similares.
El tamaño del lote corresponde a la suma de los requerimientos, por ende existe un ahorro respecto al costo de mantenimiento en el que se incurriría en un inventario final, que en este método sería inexistente.
El siguiente cuadro corresponde a un cuadro resumen del costo de cada lote. Sin embargo en aras de una mayor comprensión cada lote puede llevar un cuadro independiente para calcular los costos totales del mismo.
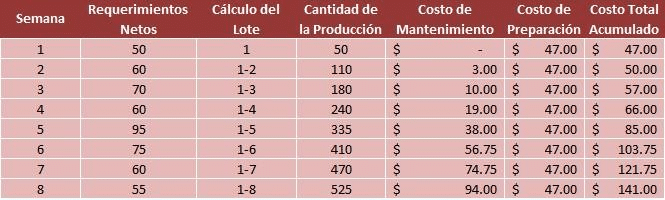
Para ser más explícitos, el costo de mantenimiento el lote 1-2 (110 unidades) equivale a: 110 unidades producidas – 50 unidades requeridas la semana 1 = 60 unidades en inventario, y estas se multiplican por 10$/artículo que es el valor del artículo y luego por 0,5% (porcentaje de mantenimiento) = $ 3,00.
Ahora, el costo de mantenimiento del lote 1-3 (180 unidades) equivale a:
| (180 und de producción – 50 requerimiento semana 1) * ($10 * 0,5%) = | $ 6,5 |
| (130 und de inventario – 60 requerimiento semana 2) * ($10 * 0,5%) = | $ 3,5 |
| TOTAL = | $10,0 |
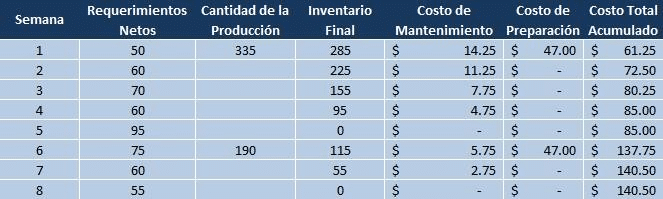
Una vez concluido el tabulado se prosigue a escoger el lote indicado, hay que recordar que el criterio corresponde a la menor diferencia existente entre los costos de mantenimiento y los costos de preparación del tabulado resumen. En este caso el lote indicado es el lote 1-5 cuya sumatoria de requerimientos netos corresponde a 335 unidades.
Luego queda realizar el mismo procedimiento desde el inicio para las semanas que van desde la 6 hasta la 8. Primero el cuadro resumen del costo de cada lote.

En este caso el lote óptimo es 6-8, cuya sumatoria de requerimientos netos corresponde a 190 unidades.
Por ende los movimientos que se han de generar se ven el el tabulado final.
Método heurístico de Meal Silver
El método heurístico de Meal Silver o Silver Meal, fue desarrollado por E.A Silver y H.C Meal en 1973, y ha demostrado un muy buen rendimiento en situaciones en las que el comportamiento de la demanda es muy variable. La base del método consiste en minimizar los costos totales de ordenar y mantener por unidad de tiempo.
El método entonces parte por asumir que en el primer período se emite una orden de un tamaño tal que irá cubriendo uno a uno los períodos siguientes, entonces podrá calcularse cuanto sería el costo total de cubrir cada demanda en un período dado con un pedido emitido en el primer período, y también se calculará el costo total por unidad de tiempo al dividir dicho costo total por el período en el que se desea conocer. Por ejemplo:
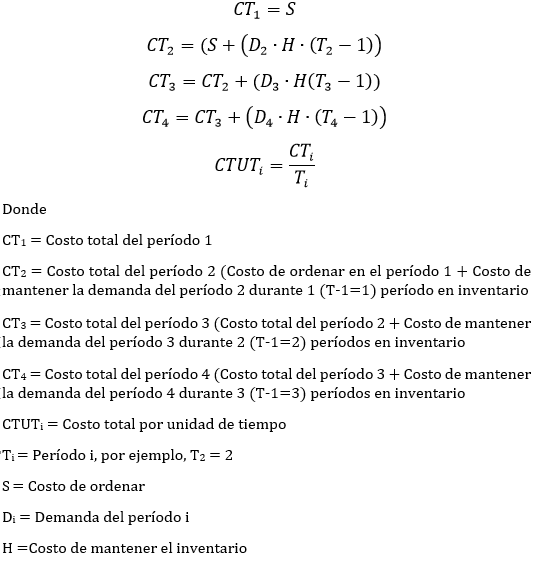
Así sucesivamente se seguirán calculando los CTi y los CTUTi hasta observar que el CTUTi se incremente de un período a otro, en cuyo caso se detendrá el proceso y se definirá entonces la cantidad a ordenar en el período 1, que será la suma de las demandas de los períodos para los cuales no se incrementó el CTUTi. El proceso comenzará de nuevo para el período siguiente el cual se llamará período 1 en adelante, así se continuará hasta el final del horizonte de planeación. La mejor manera de observar el método es mediante su ejecución en una hoja de cálculo, tal como se observará a continuación:
Recordemos que estamos manejando un Costo de ordenar (S) = 47$ y un Costo de mantener (H) = $ 0,05 / unidad por período.
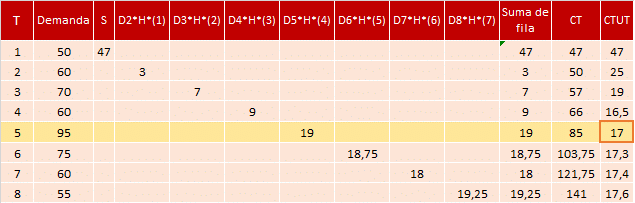
Podemos observar como el CTUTi se incrementa en el período 5 respecto al período 4, razón por la cual deberá ordenarse en el período 1 la suma de los requerimientos hasta el período 4. Luego continuamos con el cálculo del modelo a partir del período 5 (que será el nuevo período 1)

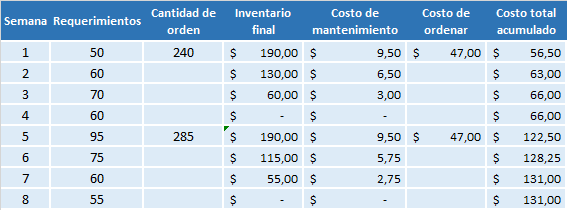
Dado que el CTUTi no se incrementa de un período a otro en el segundo tabulado, la decisión será ordenar en el período 5 la suma de las demandas hasta el período 8, y así finalizará el método, dejando el siguiente tabulado final:
Vale la pena recordar que este método no garantiza una solución óptima, que si bien es un modelo acertado cuando existe una significativa fluctuación de los niveles de demanda, en situaciones en las que existen períodos de demanda cero no produce buenos resultados, para estos casos es recomendable usar modelos de que aseguren soluciones óptimas, tales como el algoritmo de Wagner – Whitin o Programación Lineal.
Que ocurre cuando el resultado de EOQ calculado es menor a el requerimiento neto,en el método de EOQ ?
Buenasm podrían arreglar las imagenes de los artículos?
Hola, Kenneth! Tienes razón, estamos trabajando en ello. Gracias por informar.