El balance o balanceo de línea es una de las herramientas más utilizadas para la gestión del flujo de un sistema de producción, dado que parte de la base teórica de la fabricación equilibrada; de la cual depende el mejoramiento de ciertas variables que afectan la productividad de un proceso, variables tales como lo son los inventarios de producto en proceso, los tiempos de fabricación y las entregas parciales de producción.
El objetivo fundamental de un balanceo de línea corresponde a igualar los tiempos de trabajo en todas las estaciones del proceso. Establecer una línea de producción balanceada requiere de una juiciosa consecución de datos, aplicación teórica, movimiento de recursos e incluso inversiones económicas. Por ende, vale la pena considerar una serie de condiciones que limitan el alcance de un balanceo de línea, dado que no todo proceso justifica la aplicación de un estudio del equilibrio de los tiempos entre estaciones. Tales condiciones son:
- Cantidad: El volumen o cantidad de la producción debe ser suficiente para cubrir la preparación de una línea. Es decir, que debe considerarse el costo de preparación de la línea y el ahorro que ella tendría aplicado al volumen proyectado de la producción (teniendo en cuenta la duración que tendrá el proceso).
- Continuidad: Deben tomarse medidas de gestión que permitan asegurar un aprovisionamiento continuo de materiales, insumos, piezas y subensambles. Así como coordinar la estrategia de mantenimiento que minimice las fallas en los equipos involucrados en el proceso.
- Variabilidad: Tal como se utiliza esta herramienta, parte desde la base de unos tiempos determinísticos. La variabilidad es un fenómeno inherente a los procesos, de manera tal que es muy probable que en la práctica los resultados reales no se ajusten a los teóricos. Para más información, revisa: Efectos de la variabilidad en el Balance de líneas mediante Simulación.
Línea de fabricación y línea de ensamble
Dentro de las líneas de producción susceptibles de un balanceo se encuentran las líneas de fabricación y las líneas de ensamble. La línea de fabricación se encuentra desarrollada para la construcción de componentes, mientras la línea de ensamble se encuentra desarrollada para juntar componentes y obtener una unidad mayor.
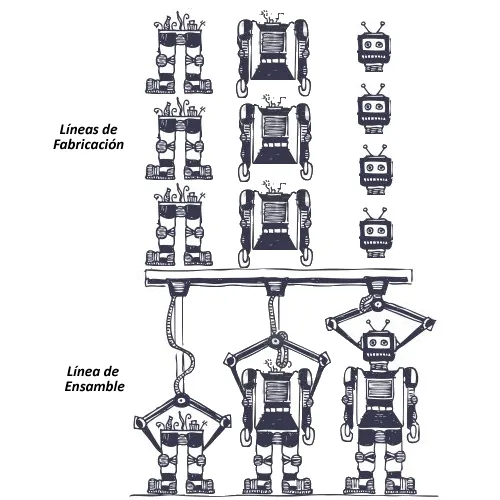
De acuerdo a la teoría, las líneas de fabricación deben ser balanceadas de tal manera que la frecuencia de salida de una máquina debe ser equivalente a la frecuencia de alimentación de la máquina que realiza la operación siguiente. De igual forma debe de realizarse el balanceo sobre el trabajo realizado por un operario en una línea de ensamble.
En la práctica es mucho más sencillo balancear una línea de ensamble compuesta por operarios, dado que los cambios suelen aplicarse con tan solo realizar movimientos en las tareas realizadas por un operario a otro. Para ello también hace falta que dentro de la organización se ejecute un programa de diversificación de habilidades, para que en un momento dado un operario pueda desempeñar cualquier función dentro del proceso.
Una hora perdida en el cuello de botella, es una hora perdida en todo el sistema. Eliyahu Goldratt
Por otro lado, el ritmo de las líneas de fabricación suele ser determinado por los tiempos de la máquina, y se requiere de desarrollo ingenieril o cambios mecánicos para facilitar un balanceo.
Método de balance de línea
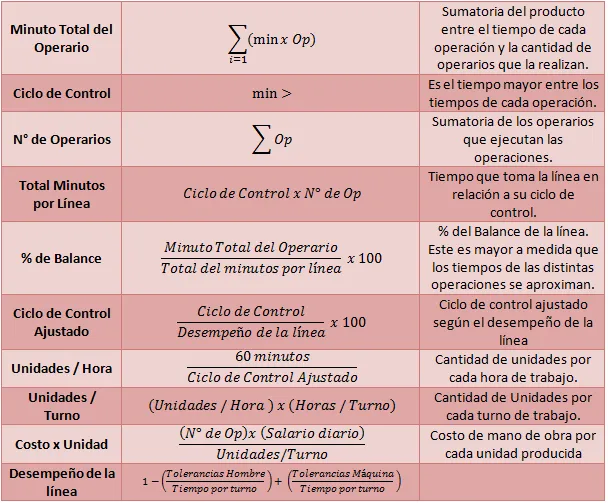
En el método que aplicaremos es importante tener en cuenta las siguientes variables y su formulación:




El método consiste en alcanzar el mayor % de Balance de acuerdo a la necesidad de producción, mediante la aplicación de diversas iteraciones. El tabulado inicial debe ser como el siguiente:
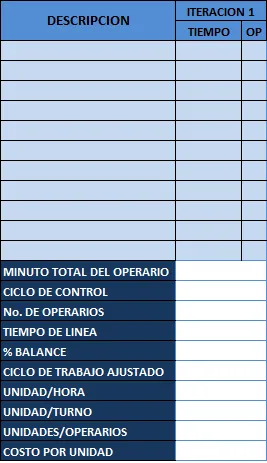
En este tabulado se debe consignar la información inicial del proceso, en cuanto a descripción de las operaciones, su tiempo de ejecución y la cantidad de operarios que las realizan.
Por ejemplo, asumamos que en un proceso cualquiera se requiere de cuatro operaciones; una de corte (2 minutos por operario), una de pegado (1 minuto por operario), una de secado (3 minutos por operario), y una de empaque (0.5 minutos por operario). El proceso inicialmente se lleva a cabo con 4 operarios, cada operario realiza una operación diferente. La jornada laboral es de 8 horas por turno, y el salario diario corresponde a $20.000.
Nuestro tabulado inicial sería el siguiente:
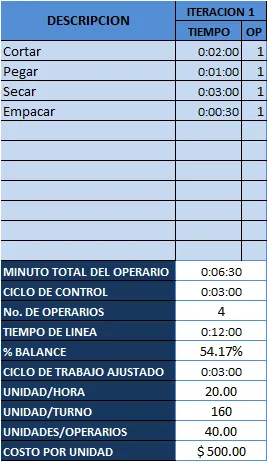
El anterior tabulado corresponde a nuestra primera iteración, en ella podemos apreciar que el ciclo de control equivale a la operación de secado (3 minutos), este ciclo de control corresponde a la operación cuyo tiempo debemos reducir, y el plan de acción corresponde a aumentar su número de operarios en una unidad, es decir un nuevo operario, ahora aplicaremos este cambio sustancial a nuestra nueva iteración:
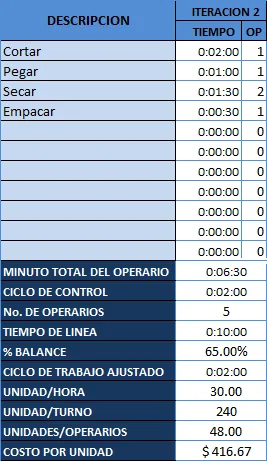
En esta segunda iteración podemos observar, como nuestro tiempo de secado disminuye a la mitad, motivado por un aumento en el número de operarios que realiza esta operación. Si decidiéramos optar por esta configuración de trabajo tendríamos un Balance del 65% del proceso. Ahora nuestro ciclo de control varía, dado que el proceso que presenta el mayor tiempo de ejecución es el de corte (2 minutos), nuestro plan de acción será aumentar su fuerza laboral con un operario sobre la operación, de esta manera nuestro tabulado sería (iteración 3):
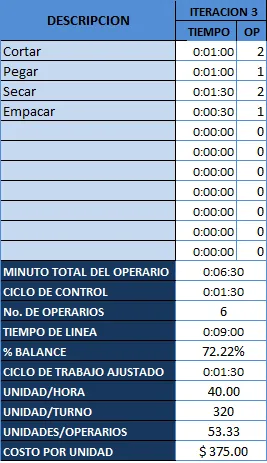
En esta iteración podemos apreciar los mismos cambios que apreciamos en el tabulado 2. Nuestro balanceo equivale al 72.22%, y cuando detenerse en las iteraciones depende de nuestra necesidad vital, la cual puede ser:
- Unidades por turno, dependiendo si tenemos una demanda establecida en un plazo determinado.
- Costo por unidad, dependiendo si el volumen es lo suficientemente grande en un tiempo considerable.
De esta manera tendríamos un juicio mucho más amplio para determinar que configuración de línea optimizaría nuestro proceso.
Las iteraciones siguientes podrán apreciarse en el siguiente gráfico:
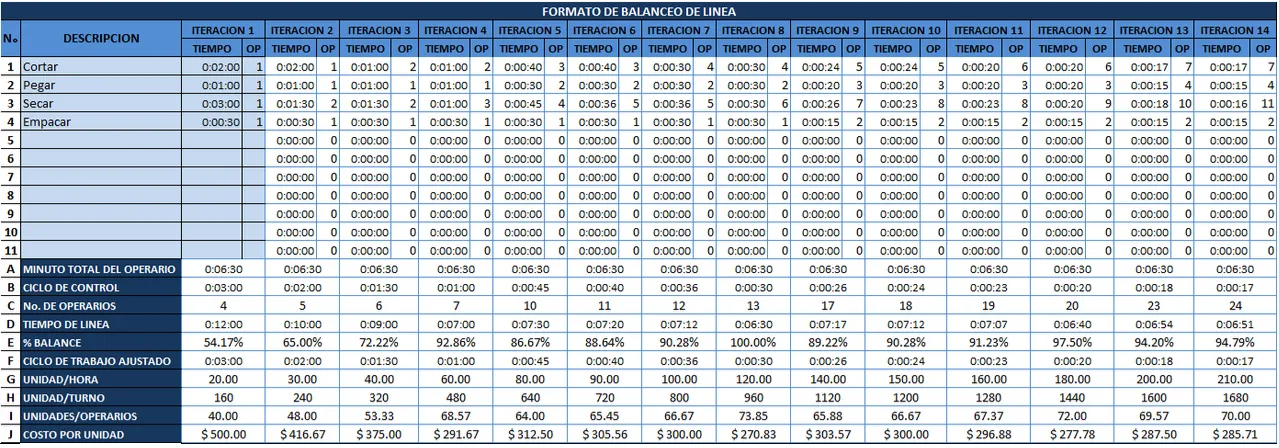
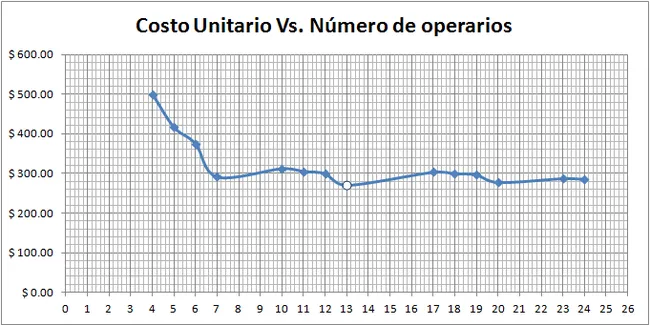
En él podremos observar como la octava iteración presenta el mayor porcentaje de balance y por ende el menor costo por unidad. En el siguiente gráfico observaremos el comportamiento de los costos a medida que aumente el número de operarios… «No siempre el mayor número de operarios representa el menor costo unitario».
Excelente artículo Bryan. Gracias por el formato.
Gracias por el comentario, la idea es que complementen este artículo con las siguientes lecturas:
– Refutación al Balanceo de líneas
– La planta desbalanceada
– Efecto de la variabilidad en el Balance de líneas
Hola Bryan, consulta, tendrás bibliografía sobre toma de tiempos y métodos pero explicados desde cero, espero puedas ayudarme.
Información muy completa y sobre todo muy fácil de comprender.
muy sencilla y buena entrega Ingeniero. gracias
A que se refiere la tolerancia hombre y máquina
Me ha servido mucho su material, buen trabajo…le sacare provecho a la hoja electrónica. Felicidades
Excelente página web, saludos desde Venezuela. Me gustaría que subieras una tutorial en youtube de como hacer la plantilla paso a paso ya que hay formulas que se me dificultan.
Hola, se puede aplicar para servicios. Como se haria?
Excelente trabajo muy didáctico, y sobre todo tu hoja de excel muy agradecido.
Buenas Tardes, una consulta que método de Balanceo de Línea es? Heurístico, Tradicional o Peso posicional?
Agradezco su respuesta.
Oye, me podrías pasar el formato de balanceo de líneas
Hola, tengo un caso de un proceso que consta de 15 operaciones y es realizado por 5 personas. Como puedo aplicar esto a la plantilla de balanceo?
DISCULPA, PERO EL COSTO UNITARIO NO ME QUEDA CLARO. SI LA FORMULA ES 4*20/160 Y ELRESULTADO ES 0.500 POR QUE EN LA TABLA SON 500 PESOS
Como debe ser interpretado el valor de total de minutos por linea, cual es la relación entre el ciclo de control y número de operarios, no me queda muy clara esta parte ya que no comprendo porque se implica al resto de operarios, ojala puedan solucionar mi duda, para aquellos que preguntan por bibliografía, para calculo de tiempos estándar a mi me ha resultado muy útil Ingeniería industrial de Niebel, saludos a todos.